How are files created?
Content
| The basic principle of file making is to cut teeth into a strip of metal to produce a rough tool that can abrade material from a softer surface. |
 | While files have been produced by hand for hundreds of years, they can now also be mass-produced using machines. Any process follows the method described below. |
Create a blank | |
 | The first step in the process of making a file is to create a strip of metal that roughly matches the shape and size of the finished file. This is called "empty". |
 | To achieve this result, the steel can be forged, melted and poured into a mold to solidify, or squeezed between two heavy rolls and then cut to the desired shape. |
File annealing | |
 | Annealing is a process in which steel is softened to make it easier to work with. |
 | The file blank is heated until it turns dark red, and then left to cool at room temperature. |
 | Since heating a metal workpiece can lead to its deformation, after cooling it is ground or sawn to the desired shape. |
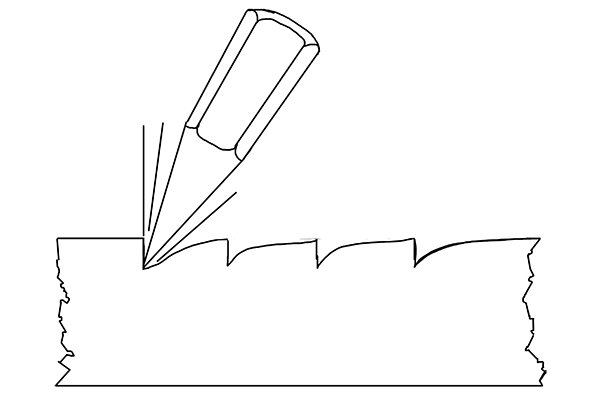
Cutting teeth with a file | |
 | At this stage, with the help of a chisel, teeth cut into the file at regular intervals. |
 | The angle of the teeth is usually around 40-55 degrees with respect to the surface of the file, depending on the type of pattern being cut into the file. This corner is called the "front corner" of the file. For more information see What is a file cut? |
 | If the angle of the teeth is too narrow, they are more likely to get stuck in the surface of the workpiece. If the angle is too large, they are more likely to break and come off the body of the file. |
 | Some files can be made with a negative rake angle, which means that the teeth actually point away from the workpiece, rather than towards it. In this case, the teeth do not cut the material, but scrape it across the surface, scraping off any irregular bulges (bulges) and pressing the cut material into any tiny dents (lows). |
 | These files are usually cut with fine teeth and are used to produce a very smooth surface. |
 | Rasp cuttingRasp teeth are made using a triangular punch that cuts through each tooth individually. For more information on rasps see: What is a rasp? |
File hardening | |
 | Once the teeth have been cut, the file must be hardened or tempered so that it can cut through other materials without damage. |
 | The file heats up again. |
 | Once it reaches the desired temperature, it is immersed in a large brine bath and cooled rapidly. |
 | This rapid cooling causes the grains in the steel's molecular structure to become finer, making it harder and giving it greater tensile strength. |
 | This process is repeated several times to ensure that the steel is hard enough to be used as an abrasive. |
Odor softening | |
 | One side effect of the tempering process is that it can make the steel brittle, making it more likely to shear or break when dropped. |
 | Because the file shank is thinner than the rest of the body, this is a potential weak spot. |
 | Thus, after the rest of the heat treatment is complete, the shank is reheated and allowed to cool to room temperature. This again softens the shank, making it less brittle and more resistant to damage. |
 | Files that go through this part of the process are sometimes referred to as "variable heat treatments". |

